精密陶瓷制造商
氮化鋁、氮化硅、可加工陶瓷專業生產加工企業
全國服務熱線
13412856568氮化鋁、氮化硅、可加工陶瓷專業生產加工企業
全國服務熱線
13412856568





ADC12鋁硅合金鑄件熱處理工藝的改進
鈞杰陶瓷擁有先進的生產設備,并且還有一群一流的生產技術管理人員,產品質量現已達到國內先進的水準.鈞杰陶瓷專注品質第一,服務至上,求實創新,持續改善公司的經營理念,最大限度地提供令客戶滿意的產品,真誠的與廣大新老客戶攜手合作,永續經營之道.客戶可來樣來圖訂制各類陶瓷工件,陶瓷結構件,歡迎來電咨詢鈞杰陶瓷聯系電話:134 128 56568。
合金中si,主要用來改善鑄造性能,提高耐磨性、耐蝕性和力學性能Cu和Mg是形成CuAl 和MgSi相,強化合金,但含量過高,會使塑性降低,Cu還能提高高溫性能,但會降低耐腐性;Mn主要是形成AlFeMnS相,減小Fe雜質的有害作用,同時可提高鑄件的耐熱性能。
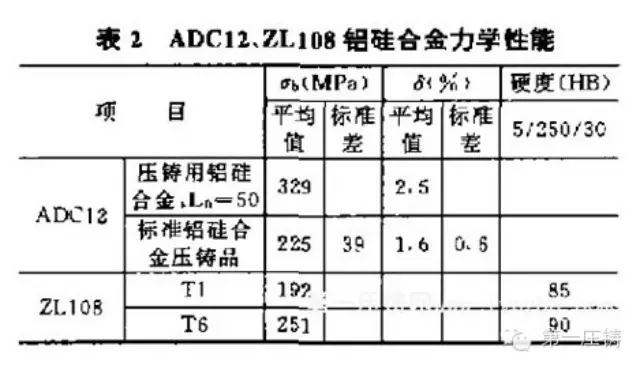
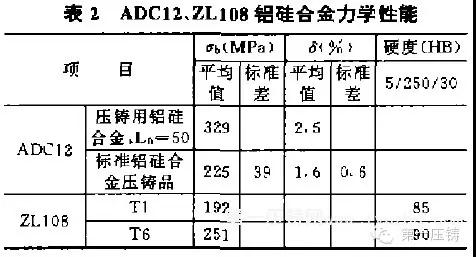
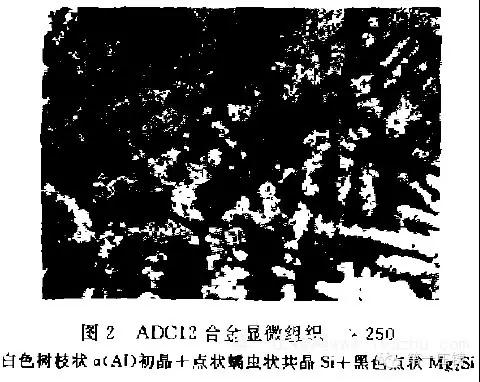
該臺金澆鑄的方法是,臺金配料(澆冒口回爐料占50 )熔煉后,在720℃時用張家港產SRWJ1無公害一號精煉劑(占爐料0.5 ~1.0 )進行除氣處理;在720~ 730℃時采用北京產三元變質劑或張家港產SR810鍶鹽長斂變質劑(占爐料1%~2%)變質在690~720℃進行金屬模低壓壓鑄成鑄件 其鑄態(經變質,未熱處理)的金相組織如圖1。金相組織中主要有α固溶體、Si、CuAI¨、Mg2Si和AIFeMnSi等相。鑄件常規T6熱處理工藝是:515士5℃ ×8h,水誶固溶處理;155±5℃ ×6h完全人工時效 ADC12鑄件的力學性能優于ZL108鑄件,如表2。
2 改進熱處理工藝
為了在保證鑄件力學性能的條件下簡化操作,降低能耗,將常規T6處理改為鑄造淬火+ 完全人工時效(稱為T6’)的熱處理工藝:即鑄件出模后在熱狀態(48O~500℃)下,隨即進行水誶(水溫22~ 24℃),然后進行155士5℃ ×6h的完全人工時效 試驗分析如下:
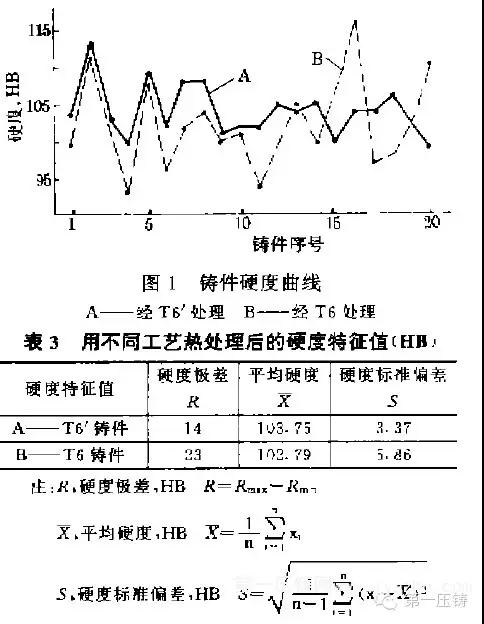
(1)鑄件硬度T6’、T6處理的鑄件硬度如圖1和表2
 -
-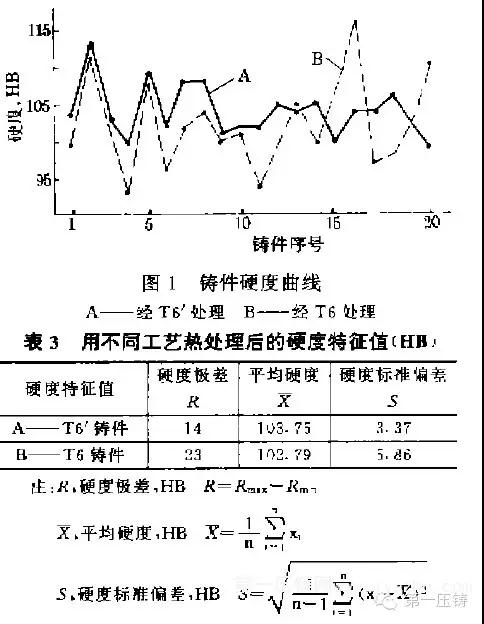
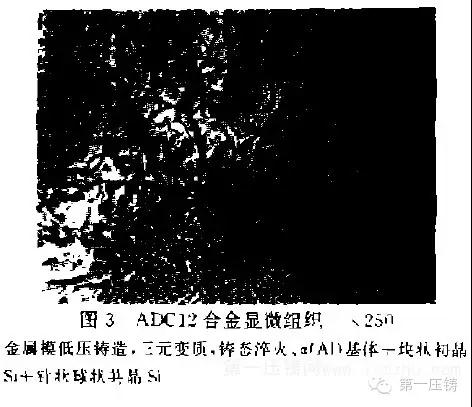
從圖2和表3中看到,T6’處理鑄件的硬度達到了T6處理的硬度。而且T6‘處理的鑄件硬度散離程度比T6的小.硬度更為穩定,鑄件質量更高個別鑄件硬度略低,是由于淬火水槽較遠,鑄件出模后,放人水槽前.停留時間較長,鑄件表面溫降略大, 固溶體中析出少量萁它相所致.見圖3,這種現象.在批量生產中,應采取措施加以避免。
(2) 力學性能對鑄件及標準金屬模重力澆鑄試樣進行力學性能試驗的結果如表4。
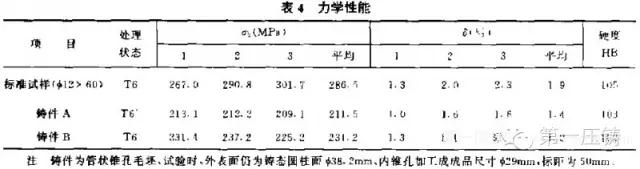
從表4可以看出.含50%澆冒口回爐配料的ADC12舍金標準重力澆鑄試樣的力學眭能略低于表2標準鋁硅臺金試樣數值.鑄件力學性能亦低于標準鋁壓鑄品數值,但配料標準試樣力學性能比ZL108的高41%,T6‘、T6處理的鑄件強度分別達到ZL108標樣的84%和92%。
(3)切屑性能對T6’、T6處理的鑄件,拄同樣的機械加工工藝切屑時,均達到了圖紙要求的尺寸誤差0.03mm,粗糙度Ra1.6μrm。
綜上結果,可以看到ADC12鋁硅臺金低壓金屬模鑄件。采取T6‘處理,能達到力學性能要求.而且加工性能優于T6處理的。因此,用儔態淬火代替固溶處理是完全可以的。在批量生產中.低壓金屬模鑄造操作簡便,壓鑄溫度穩定,鑄件出模快,鑄件表層內溫度易于接近共晶溫度,及時快速投入水中冷卻,達到鑄造淬火的目的也是方便易行的。試驗中出現個別鑄件硬度偏低現象,只要縮短鑄件出模入水的時間,就可以避免。
夏季鑄機周圍環境溫度較高,對鑄件表面溫降影響不大,冬季需要加強鑄造車間保溫供熱,使機臺周圍溫度控制在20℃左右。
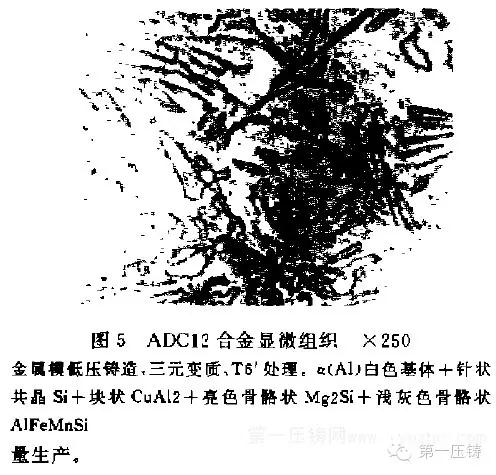
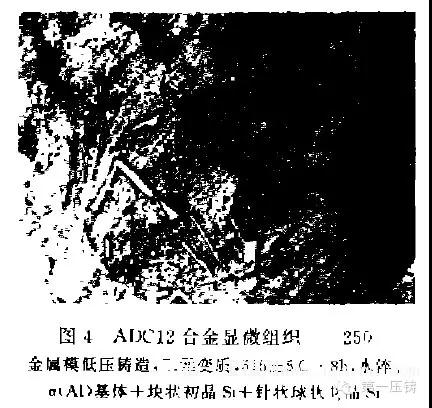
(4) 金相組織ADC12鑄件的盎相組織,如圖2~ 6所示。從圖1可以看出,變質后的金相組織,α枝晶與共晶體分布均勻,共晶si為蠕蟲狀,符合GB10849鑄造鋁硅合金變質正常的樣片。從圖3、4中可以看到,鑄造淬火與固溶處理的金相組織均為α(Ai)+塊狀初晶si+針、球狀共晶si 不同點是,前者針狀Si較粗。從圖5、6中可以看到,T6’和T6處理的金相組織+均在α(A1)基體上分布著塊狀初晶Si和針狀共晶Si、骨骼狀片塊狀強化相AIFeMnSi、Mg2Si及CuAl2等。所不同的是,后者塊針狀Si排列較為細密。試驗及生產表明,以T6‘處理取代T6處理的優點是:
① 可以較好地保證產品質量,硬度穩定,利于機械加工,而且,鑄件保持了原鑄態的銀亮色表面;
② 省去了按T6處理的固溶處理所需的能耗工耗,可降低生產成本,縮短生產周期。按某廠生產驗證,每爐鑄件可以減少650kWh電能,每公斤鑄件可以省去1.0元的成本,年產300t鑄件,可節約成本30萬元。 固此,T6’處理(鑄造淬火)具有良好的綜合效益。
3 結語
(1) ADC12鋁硅合金低壓金屬模鑄造中小型鑄件可采用鑄造淬火一完全人工時效取代T6處理(固溶處理).但不適宜小鑄件的處理,因小鑄件出模后,表面溫降較大,水淬前易析出α相,影響淬火效果。
(2)含有一定Cu、Mg、Si等元素的鋁硅合金金屑模鑄件.也可以采用鑄造淬火代替固溶處理


