精密陶瓷制造商
氮化鋁、氮化硅、可加工陶瓷專業生產加工企業
全國服務熱線
13412856568氮化鋁、氮化硅、可加工陶瓷專業生產加工企業
全國服務熱線
13412856568




上篇文章可加工陶瓷噴嘴的微鉆孔分析(二)
方法論:圖 1 顯示了當前研究中使用的方法的概述。首先 MACOR是有康寧公司生產的可加工陶瓷,其次,用掃描電子顯微鏡 (SEM) 檢查微鉆并測量幾何特征。測量的邊緣半徑用于對正交切削的有限元模型的切削刀具進行建模。獲得了具有應變率相關粘塑性材料模型的各向同性熱彈塑性材料模型的材料常數,并將其實施到正交切割的有限元模型中。正交切削的有限元模型用于預測切削過程的機理。
必須提到的是,正交切削的有限元模型已被用于預測微車削和微銑削中的切削力。在微孔加工中,正交切削的有限元模型只能考慮切削刃處的切削力,而不能考慮高縱橫比下鑿唇和摩擦的影響。提出了一種稱為穩定峰值頻率 (SPF) 的新方法,該方法可識別穩定的微型鉆孔參數(進給率和主軸速度)。該方法需要將微型鉆頭振動的固有頻率作為輸入。固有頻率是通過模態動態 FEA 獲得的,其中工具幾何形狀與用于實驗驗證和生產的微型鉆頭相同。最后,通過鉆孔直徑為 100 μm、縱橫比為 10 來制造掃描液滴系統的噴嘴。
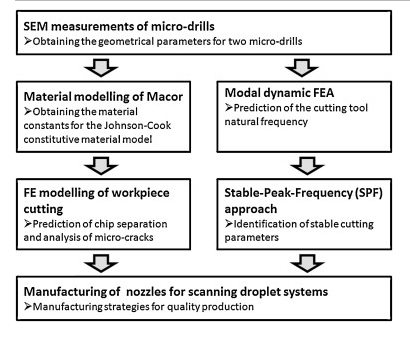
圖 1、方法論概述
Macor 切割操作的材料模型
切削操作中常用的本構材料模型將流動應力描述為塑性應變、應變率、溫度和其他機械性能(例如硬度、位錯、微觀結構等)的函數。 Johnson-Cook (JC) 本構材料模型是切割操作中使用最廣泛的材料模型之一(Johnson 和 Cook,1983)。 JC 模型是一種各向同性的熱彈塑性,具有應變率和溫度相關的粘塑性(見方程(1))

其中T 是參考溫度, Tr 是轉變或室溫, Tmelt 是熔化溫度, A 是初始屈服應力, B 是硬化模量,n 是硬化指數,C 是應變率相關系數,m 是熱軟化系數。
JC 材料模型已廣泛用于使用 2D 和 3D 有限元模型對切削力、切屑形成和殘余應力進行建模,如 Ulutan 和 Ozel(2011 年)所述。此外,Jin 和 Altintas (2011) 使用 JC 材料模型使用滑移線理論在微觀尺度上預測正交切削的切削力。 JC 材料模型還可用于應變率是重要因素的各種應用。
JC 模型主要用于加工具有高應變和應變率的材料。由于其經驗性質,該模型還可用于描述低應變下應力、應變和應變率之間的關系。本節的主要目的是獲得方程的材料常數。 (1) 對于 Macor,需要在不同的加載條件、應變率和溫度下進行實驗測試。 Chen (1995) 在不同的加載條件和高達 3600 s-1 的應變率下對 Macor 使用了改進的分裂霍普金森 (Kolsky) 壓力棒測試。已經觀察到微裂紋的大量傳播和相互作用被認為發生,如接近失效的切線模量的非常低的值所表明的。
在 Macor 上的單軸測試實驗中也觀察到了非彈性變形。在所有獲得破壞強度的實驗中,試樣都被軸向劈裂。觀察到碎片尺寸隨著應變速率的增加而減小,表明同時傳播的裂紋數量隨著應變速率的增加而增加。此外,測得的失效前毒物比的平均值為 0.21。泊松比一直保持相對恒定,直到發生微裂紋成核和生長時非常接近失敗。微裂紋主要出現在玻璃相和結晶相之間的界面以及三重晶界結處。此外,微裂紋在顯微照片的平面上似乎是隨機取向的,并且是均勻分布的。 (未完待續)


